
新普京集团网站350检测
简述聚四氟乙烯薄膜模压成型方法步骤 发布时间:2018/3/12 13:42:07 来源:/ 浏览次数:
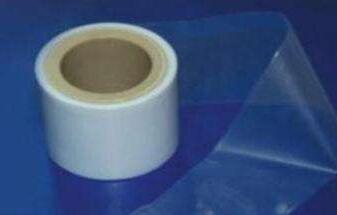
摘要:聚四氟乙烯薄膜模压成型方法步骤分别是混料、预成型、烧结、冷却,接下来新普京集团网站350网址为您简述聚四氟乙烯薄膜模压成型方法步骤。
上一篇我们送上的文章是聚四氟乙烯垫片的产品技术要求为了更加全面的介绍聚四氟乙烯制品的各项性能、规格、参数等等,我们将持续发布最新知识,帮助大家了解更多的信息。
上一篇:聚四氟乙烯垫片的产品技术要求 聚四氟乙烯薄膜模压成型方法步骤分别是混料、预成型、烧结、冷却,接下来新普京集团网站350网址为您简述聚四氟乙烯薄膜模压成型方法步骤。
新普京集团网站350网址的产品特性与广泛运用在下一篇继续做详细介绍,如需了解更多,请持续关注。 本文由简述聚四氟乙烯薄膜模压成型方法步骤生产厂家新普京集团网站350网址于2018/3/12 13:42:07整理发布。 转载请注明出处:/news/3577.html。 下一篇:新普京集团网站350网址的产品特性与广泛运用 相关新闻
|
热门产品
市场行情
新普京集团网站350检测
行业资讯
|
")
